




Переваги компанії
1. Професійний рівень
Вибрані матеріали, у суворій відповідності до галузевих стандартів, виробничий контракт задовільний для забезпечення міцності та точності продукції!
2. Вишукана майстерність
Поверхня гладка, зубці гвинта глибокі, зусилля рівномірне, з'єднання міцне, а обертання не ковзає!
3. Контроль якості
Виробник, сертифікований за стандартом ISO9001, гарантія якості, сучасне випробувальне обладнання, суворе тестування продукції, гарантія стандартів продукції, контрольованість протягом усього процесу!
4. Нестандартна кастомізація
Професіонали, заводське налаштування, прямі продажі з заводу, нестандартне налаштування, індивідуальні креслення можна налаштувати, а час доставки можна контролювати!
опис
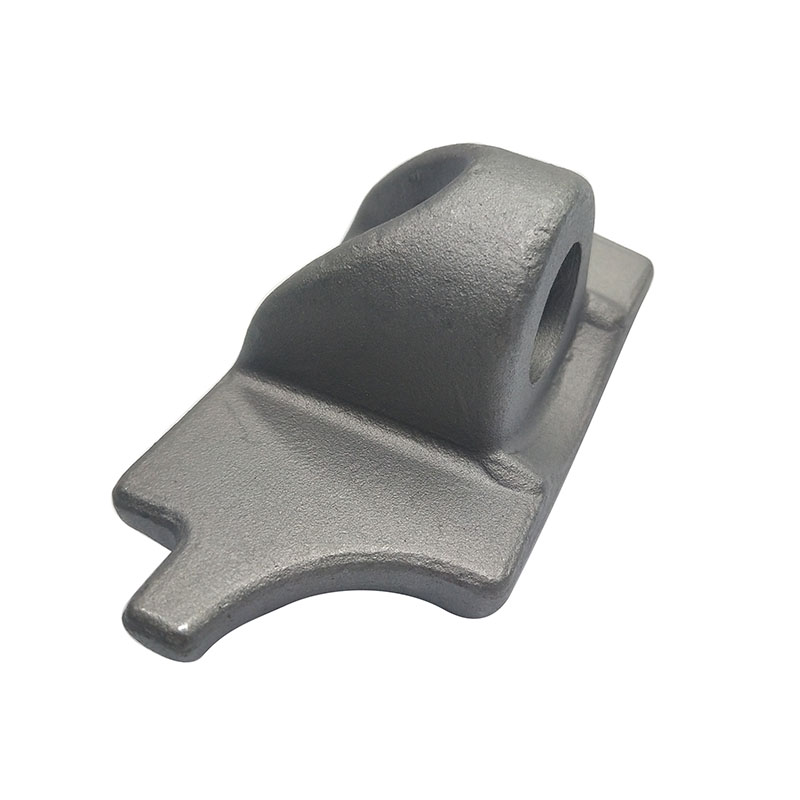
Лиття металевих виробів складається з серії складних виробничих процесів, які потребують точного проведення та контролю. Замість того, щоб проводити проектування процесу методом «проб і випробувань», можна провести моделювання перед фактичним розпочатком лиття у ливарному заводі. Ці симуляції дозволяють моделювати, перевіряти та валідувати весь процес лиття разом із прогнозуванням можливих дефектів у литих виробах. Це дослідження базується на литті регулювального кронштейна з використанням традиційного підходу до проектування прес-форм, а також з використанням моделювання. Модель виливка, розроблена в SOLIDWORKS, та змодельована за допомогою MAGMASoft. Отримані результати включають температурний профіль у формі після заливання, послідовність затвердіння та дефекти лиття, такі як пористість та гарячі точки. Гарна кореляція між експериментальними результатами та результатами моделювання підтвердила достатній стан моделі для віртуальної оптимізації форми за допомогою моделювання. Оптимізована конструкція форми повністю видалила гарячі точки та зменшила пористість, яка знаходиться в межах допуску на обробку кінцевого виробу. Однак вихід литва знижується на 6% завдяки додаванню ретельно підібраного стояка в оптимізованій конструкції форми. Можна зробити висновок, що симуляції є досить точними в моделюванні процесу лиття, прогнозуванні дефектів та модифікації конструкції виливків за допомогою методів оптимізації, доступних у вдосконаленому програмному забезпеченні для моделювання лиття.
Категорії продуктів
-

1739454/1739455 Постачальник аксесуарів для шасі вантажівки...
-

Заводська ціна Jinqiang Високоміцний на розтяг транспортер...
-

Шасі вантажівки 0003250285/0003251385/0003250785/...
-

Спеціалізація з продажу запчастин та аксесуарів для важких вантажівок...
-

Запчастини для шасі вантажівки JQ Truck, 5 отворів, допоміжний гальмівний механізм...
-

Нова модель запчастин для вантажівок Пружинний штифт із шестигранною головкою...